Products
- Trang chủ
- Sản phẩm
- Máy EDM chìm
- Dòng máy CNC EDM A
- Máy EDM A645
{kind=link}
{kind=link}
{kind=link}
Dòng máy CNC EDM A
Máy EDM A645
Máy gia công tia lửa điện kiểu nâng bể gia công (kết cấu máy dạng cột di động)- Tính năng
- Bể gia công nâng hạ
- Kết cấu máy dạng cột di động
- Đầu trục Z kiểu mới với độ chính xác cao
- Tăng độ chính xác của máy
- Hệ thống nguồn và điều khiển mới
- Mạch tiêu thụ siêu thấp dưới 0,05%
- Thiết bị gia công đánh bóng HQSP (tùy chọn)
- Giao diện Windows (tùy chọn)
Mô tả
Dòng MOLDMASTER A-Series với độ chính xác cao, bể gia công nâng hạ, hỗ trợ kỹ thuật tự động hóa hoàn toàn – giải pháp tối ưu cho sản xuất khuôn tốc độ cao không người vận hành.Thông số kỹ thuật máy
| Hạng mục | Đơn vị | A645 | A540 | A430 |
|---|---|---|---|---|
| Kích thước bên trong bể gia công | W x D x H (mm) | 1175x760x500 | 900 x 620 x 400 | 750 x 530 x 350 |
| Kích thước tối đa của phôi gia công | W x D x H (mm) | 1050x650x420 | 820 x 450 x 400 | 550 x 350 x 350 |
| Trọng lượng tối đa của phôi gia công | kg | 1500 | 800 | 500 |
| Trọng lượng tối đa của điện cực | kg | 100 | 120 | 80 |
| Hành trình trục X, Y, Z | mm | 650×450×450 | 500 x 400 x 400 | 400 x 300 x 300 |
| Tốc độ di chuyển tối đa | mm/min | X / Y / Z axis: 2000 | ||
| Kích thước bàn máy | W x D (mm) | 1050×650 | 820 x 450 | 550 x 350 |
| Khoảng cách giữa tấm điện cực và bàn máy | mm | 350~800 | 250 ~ 650 | 300 ~ 600 |
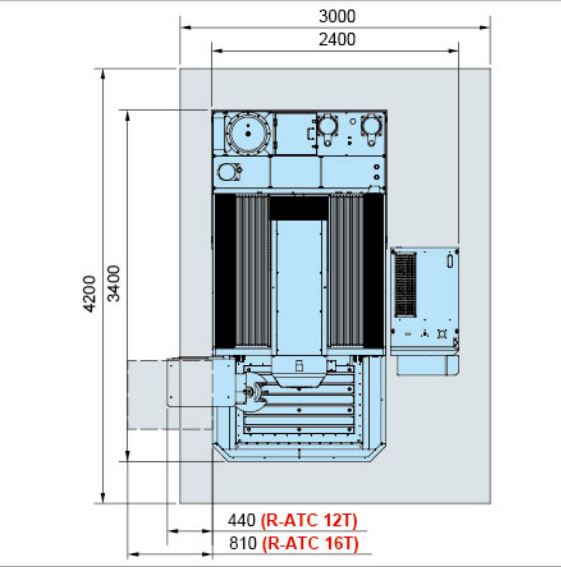
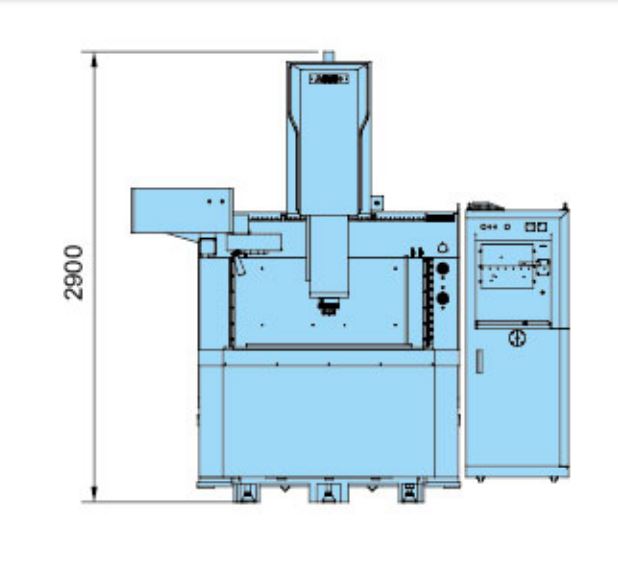
| Kích thước máy | W x D x H (mm) | 3400×1650×2750 | 1400 x 2400 x 2400 | 1250 x 2100 x 2150 |
| Kích thước tủ điện | W x D x H (mm) | 650 x 1080 x 1750 | ||
| Trọng lượng máy | kg | 4500 | 3065 | 2345 |
| Trọng lượng tủ điện | kg | 365kg(35A) / 390kg(50A) / 420kg(70A) / 470kg(105A) | ||
| Nguồn điện khả dụng | type | 35A(4KVA) / 50A(5.5KVA) / 70A(8KVA) / 105A(12KVA) | ||
| Dung tích bể chứa dung dịch điện môi | L | 1000 | 800 | 600 |
| Bố cục (A×B) (C×D) | mm | (3000×4200)(2400×3400) | (2650 x 3200) (2050 x 2400) | (2500 x 3000) (2170 x 2300) |
| Bước tăng đơn vị cài đặt | μm | 1 | 1 | 1 |
| Độ phân giải thước quang học | μm | 1 | 1 | 1 |
-
Kích thước bên trong của bể gia công thể hiện phạm vi làm việc thực tế trên bàn máy.
Bố cục: A × B (Máy + không gian dự phòng), C × D (kích thước máy thực tế).
Thông số kỹ thuật có thể thay đổi mà không cần thông báo trước nhằm phục vụ cho quá trình nghiên cứu và phát triển liên tục.
Phụ kiện tiêu chuẩn: Bình chữa cháy x 1 bộ, Đầu kẹp điện cực x 1 bộ, Thước quang học x 1 bộ, Hộp dụng cụ x 1 bộ, Đế từ xả x 1 bộ, Bộ lọc x 2 cái, Đèn làm việc x 1 cái, Bộ làm mát x 1 bộ.
Thiết bị tùy chọn
| Hạng mục | Đơn vị | A645+ | A540+ | A430+ | |
|---|---|---|---|---|---|
| Hệ thống thay dụng cụ tự động | 3R (MACRO), EROWA (ITS) | ||||
| Ổ chứa điện cực dạng tuyến tính* | Số điện cực | pcs | 4 / 5 / 6 | 4 / 5 | 4 |
| Trọng lượng tối đa của điện cực | kg | 5 | |||
| Trọng lượng tổng tối đa của điện cực | kg | 15(Đối xứng hình học) | |||
| Đường kính / Chiều dài | mm | 65 / 120 | |||
| Ổ chứa điện cực dạng xoay* | Số điện cực | pcs | 12 / 16 / 20 | ||
| Trọng lượng tối đa của điện cực | kg | 4 | |||
| Đường kính / Chiều dài | mm | 65 / 120 | |||
| Trục C | Cấu trúc | Loại tích hợp sẵn | |||
| Độ phân giải | deg | 0.001 | |||
| Xoay | rpm | MOLDMASTER(0~14),3R (0~14), EROWA (0~14) | |||
| Trọng lượng tối đa của điện cực | kg | 25 | |||
| Mô men quán tính tối đa của điện cực | kgcm2 | 75 | |||
| Chọn chế độ bơm/xả dung dịch điện môi | 4 / 1 | ||||
| Vòi xả có thể lập trình | O | ||||
| Bộ làm mát dung dịch điện môi | O | ||||
| Bộ điều chỉnh điện áp (AVR)** | O | ||||
| Giao diện hệ thống | DOS / WINDOWS (Màn hình cảm ứng) | ||||
| Mạch gia công than chì (MD9) | O | ||||
| Mạch gia công diện tích lớn (MD8) | O | ||||
| Mạch gia công hợp kim cứng (MD7) | O | ||||
| Mạch gia công hoàn thiện siêu mịn / đánh bóng gương (MD4/6) | O | ||||
| Mạch gia công mài mòn siêu thấp (MD3) | O | ||||
| Hệ thống đánh bóng siêu chất lượng (HQSP)*** | A645S+ | A540S+ | A430S+ | ||
-
Ổ chứa điện cực tuyến tính và xoay phải sử dụng đầu kẹp khí (3R, EROWA).
Khi biến động nguồn điện xoay chiều vượt quá +15% hoặc dưới -10%, chúng tôi khuyến nghị sử dụng AVR để cải thiện độ ổn định.
Mối quan hệ giữa diện tích gia công và độ nhám bề mặt của HQSP là: 50Ø (Ra 0.15μm), 400cm² (Ra 0.25μm).
Chức năng định vị
| NA: Không khả dụng O: Có sẵ | |||
| Chức năng định vị | C21-B | C21-A | Windows |
|---|---|---|---|
| Căn chỉnh sai số | O | O | O |
|
|
O | O | O |
|
|
O | O | O |
| Đo kích thước trong/ngoài | O | O | O |
| Đo cạnh, lỗ/rãnh, tâm tấm/cột | O | O | O |
| Bi chuẩn, bù trừ độ lệch điện cực | O | O | O |
|
|
O | O | O |
| Dừng nhanh | O | O | O |
|
|
O | O | O |
|
|
O | O | O |
Chức năng chu trình gia công
| NA: Không khả dụng O: Có sẵn | ||||
| Chức năng chu trình gia công | C21-B | C21-A | Windows | |
|---|---|---|---|---|
| Gia công thọc xuống | (G111) | O | O | O |
| Gia công mở rộng | (G121) | O | O | O |
| Gia công dạng nửa hình trụ | (G123) | O | O | O |
| Gia công quỹ đạo tròn | (G131) | O | O | O |
| Gia công thọc xuống theo đường xoắn ốc | (G133) | O | O | O |
| Gia công dạng kim tự tháp | (G135) | O | O | O |
| Gia công xoắn ốc bề mặt bán cầu | (G153) | O | O | O |
| Gia công nhiều góc độ | (G161) | O | O | O |
| Gia công xoắn ốc thuận chiều/ngược chiều kim đồng hồ | (G171) | NA | O | O |
| Gia công theo vectơ Loran | (G181) | O | O | O |
| Định vị theo đường thẳng/lưới | (G200) | O | O | O |
| Định vị theo cung tròn/đường tròn | (G210) | O | O | O |
| Quay lại theo biên dạng | (G400) | O | O | O |
| Quay về mặt phẳng tham chiếu | (G401) | O | O | O |
| Tịnh tiến nhanh để định vị | (G00) | O | O | O |
| Gia công biên dạng 2D | (G01, G02, G03) | O | O | O |
| Gia công biên dạng 3D | (G01, G02, G03) | O | O | O |
| Định vị chia độ trục C | (G00 + C) | O | O | O |
| Gia công theo quỹ đạo cung tròn | (G01 + C) | O | O | O |
| Gia công đồng thời quỹ đạo cung tròn và chuyển động tuyến tính trục C | (G02 / G03 + C) | O | O | O |
| Tạm dừng tại vị trí | (G04) | O | O | O |
| Lựa chọn mặt phẳng gia công | (G17, G18, G19) | O | O | O |
| Quay về điểm tham chiếu | (G28, G29) | O | O | O |
| Hệ tọa độ làm việc | (G54 ~ G61) | O | O | O |
| Thiết lập điểm gốc phôi | (G92) | O | O | O |
| Gia công nhiều điểm | O | O | O | |
| Bù trừ điện cực | (H Code) | O | O | O |
| Chức năng phụ trợ | (M Cdde) | O | O | O |
| Điều khiển thời gian đánh bóng | (Q Code) | O | O | O |