Products
- Home
- Products
- Die Sinking EDM
- CNC EDM M SERIES
- M645 EDM Machine
{kind=link}
{kind=link}
CNC EDM M SERIES
M645 EDM Machine
Ram-type Structure EDM machine- Features
- Machine Tool - Finite Element Structure Analysis
- Ram-type Machine Structure
- New Power Supply & Control System
- 0.05% or less ultralow consumption circuit
- HQSP The High Quality Super Polishing Equipment (optional)
- Windows interface (optional)
Description
Each aspect of machine must be engineered to be extremely durable and exactingly precise. Yawjet & Moldmaster M645 EDM machine features a ram-type structure and is specially designed for mold machining. It offers high rigidity, precision, and efficiency, making it suitable for automotive, home appliance, and construction mold manufacturing.Machine Specifications
| ITEM | UNIT | M1060 | M860 | M645 | M540 |
|---|---|---|---|---|---|
| Work tank internal dimensions | W x D x H (mm) | 2100x1350x650 | 1950x1350x650 | 1550x1280x620 | 1100X620X400 |
| Max. workpiece dimensions | W x D x H (mm) | 1900x800x600 | 1800x800x600 | 1400x750x550 | 820X450X400 |
| Max. workpiece weight | kg | 3000 | 3000 | 2000 | 1000 |
| Max. electrode weight | kg | 300 | 300 | 300 | 120 |
| X、Y、Z axis stroke | mm | 1000x600x500 | 800x600x500 | 650x450x500 | 500X400X350 |
| Maximum moving speed | mm/min | x,Y axis:1000 Z axis:2000 | X,Y axis:2000 Z axis:2000 | ||
| Table dimensions | W x D (mm) | 1320x800 | 1320x800 |
1000x750 |
820X450 |
| Distance between plate and table |
mm |
400~900 |
400~900 |
400~900 |
250~600 |
| Machine tool dimensions | W x D x H (mm) | 2650x2750x3110 | 2500x2750x3110 | 2120x2850x3100 | 1600X2380X2400 |
| Volume of electric cabinet | W x D x H (mm) | 650X1080X1750 | |||
| Machine tool weight | kg | 10500 | 6470 | 5660 | 2500 |
| Weight of electric cabinet | kg | 365kg(35A) / 390kg(50A) / 420kg(70A) / 470kg(105A) / 570kg(140A) / 620kg(175A) / 670kg(200A) | |||
| Available power supplies | type | 50A(5.5KVA) / 70A(8KVA) / 105A(12KVA) / 140A(16KVA) / 175A(20KVA) / 200A(24KVA)} | 35A(4KVA) / 50A(5.5KVA) / 70A(8KVA) / 105A(12KVA) | ||
| Dielectric reservoir capacity | L | 2400 | 2200 | 1600 | 650 |
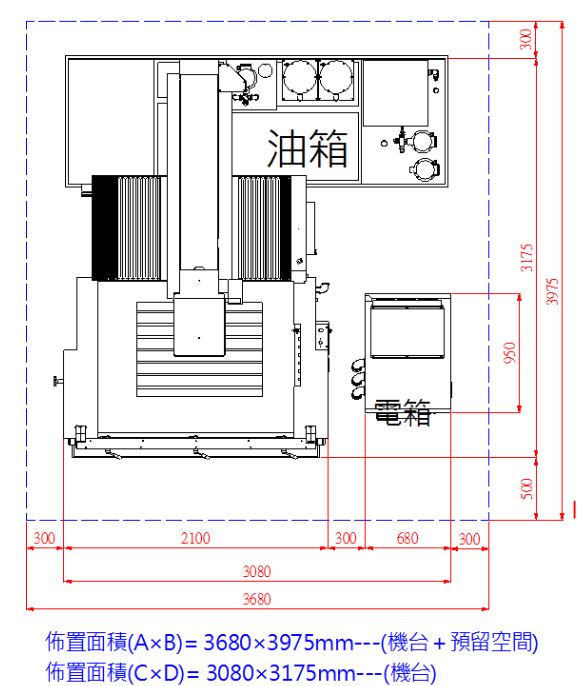
| Layout(AXB)(CXD) | mm | (3830x4110)(3230x3310) | (3630x4110)(3030x3310) | (3380x4110)(2780x3310) | (2850x3180)(2250x2380) |
| Setting unit increments | μm | 1 | 1 | 1 | 1 |
| Optical scale resolution | μm | 1 | 1 | 1 | 1 |
- The work tank internal dimensions means the applicable range on the table.
- Leave about 60cm between the machine and the wall or other machine.
- Specifications are subject to change without prior notice due to continual research and development.
- * is optional.
- Standard Accessories: Fire extinguisher x 1 set, Electrode chuck x 1 set, Linear scale x 1 set, Tools box x 1 set、Flush magnetic base x 1 set, Filter x 2 pcs, Work lamp x 1 pc, Cooler x 1 set.
Optional equipment
| ITEM | UNIT | M2170-2H | M1670 | M1470 | M1270 | M1060 | M860 | M645 | M540+ | |
|---|---|---|---|---|---|---|---|---|---|---|
| Auto Tooling System | 3R (MACRO), EROWA (ITS) | |||||||||
| Linear magazine* | Electrode No. | pcs | 4 / 6 | |||||||
| Max. Weight of Electrode | kg | 5 | ||||||||
| Max. Total weight of electrode | kg | 15(Geometric symmetry) | ||||||||
| Diameter/Iength | mm | 65 / 120 | ||||||||
|
Rotary magazine* |
Electrode No. | pcs | 12 / 16 / 20 | |||||||
| Max. Weight of Electrode | kg | 4 | ||||||||
| Diameter/Iength | mm | 65 / 120 | ||||||||
| C-axis | Structure | Built-in type | ||||||||
| Resolution | deg | 0.001 | ||||||||
| Rotation | rpm | MOLDMASTER(0~14),3R (0~14), EROWA (0~14) | ||||||||
| Max. Eiectrode carrying weight | kg | 25 | ||||||||
| Max. Electrode moment of inertia | kgcm2 | 75 | ||||||||
| Dielectric-fluid Injection/Suction Select | 6 / 1 | |||||||||
| Programmable Flushing Nozzle | O | |||||||||
| Dielectric-fluid Cooler Unit | Std. | |||||||||
| Voltage Regulator Unit (AVR)** | O | |||||||||
| Automatic Back Flushing System | O | |||||||||
| System Interface | DOS / WINDOWS (Touch panel) | |||||||||
| Graphite Machining Circuit (MD9) | O | |||||||||
| Large area Machining Circuit (MD8) | O | |||||||||
| Cemented Carbide Machining Circuit (MD7) | O | |||||||||
| Micro-finish / Mirror Polish Machining Circuit (MD4/6) | O | |||||||||
| Super-low Wear Circuit (MD3) | O | |||||||||
| High Quality Super Polishing System (HQSP***) | NA | NA | NA | M1270S | M1060S | M860S | M645S | M540S+ | ||
- Linear and Rotary magazine must use air chuck (3R, EROWA).
- When variation of the AC power source is +15% over or -10% under, we recommend using AVR to improve stability.
- The relationship between machining area and surface roughness of HQSP is: 50Ø (Ra 0.15µm), 400cm² (Ra 0.25µm).
Positioning Function
| NA:Not available O:Available | ||||
| Control System | Dos/Windows | |||
|---|---|---|---|---|
| Positioning Function | C15-A | C21-B | C21-A | Windows |
| Error Alignment | O | O | O | O |
| Millimeter / Inch Unit Conversion | O | O | O | O |
| Multiple Work Coordinates | O | O | O | O |
| Inner / Outer Measurements | O | O | O | O |
| Edge, Hole/Groove, Plate/Column Center Measurements | O | O | O | O |
| Reference Ball, Electrode Offset Compensation | O | O | O | O |
| Electric Discharge Position (EDP) | O | O | O | O |
| Quick Stop | O | O | O | O |
| Manual ATC | O | O | O | O |
| Multi-jog Simultaneously Moving | O | O | O | O |
Machining Cycles Functions
| NA:Not available不提供 O:Available提供 | |||||
| Control System | Dos/Windows | ||||
|---|---|---|---|---|---|
| Machining Cycles Functions | C15-A | C21-B | C21-A | Windows | |
| Plunge Machining | (G111) | O | O | O | O |
| Expand machining | (G121) | O | O | O | O |
| Half Barrel Machining | (G123) | O | O | O | O |
| Orbital Machining | (G131) | O | O | O | O |
| Spiral Plunge Machining | (G133) | O | O | O | O |
| Pyramid Machining | (G135) | O | O | O | O |
| ISO-GAP Machining | (G153) | O | O | O | O |
| Multi-angle Machining | (G161) | O | O | O | O |
| CLW/CCLW Helical Machining | (G171) | NA | NA | O | O |
| Vector Loran Machining | (G181) | O | O | O | O |
| Line/Grid Position | (G200) | O | O | O | O |
| Arc/Circle Position | (G210) | O | O | O | O |
| Contour Return | (G400) | O | O | O | O |
| Reference Plane Return | (G401) | O | O | O | O |
| Fast Feed for Positioning | (G00) | O | O | O | O |
| 2D Contour Machining | (G01, G02, G03) | O | O | O | O |
| 3D Contour Machining | (G01, G02, G03) | O | O | O | O |
| C Axis Indexing | (G00 + C) | NA | O | O | O |
| Trans. Machining | (G01 + C) | NA | O | O | O |
| Arc Trajectory Machining | (G02 / G03 + C) | NA | O | O | O |
| Dwell | (G04) | O | O | O | O |
| Work Plane Selection | (G17, G18, G19) | O | O | O | O |
| Reference Point Return | (G28, G29) | O | O | O | O |
| Work Coordinate System | (G54 ~ G61) | O | O | O | O |
| Work Zero Setting | (G92) | O | O | O | O |
| Multi-point Machining | O | O | O | O | |
| Electrode Compensation | (H Code) | O | O | O | O |
| Miscellaneous Function | (M Code) | O | O | O | O |
| Polishing Time Control | (Q Code) | O | O | O | O |