Продукты
- ГЛАВНАЯ
- ПРОДУКТЫ
- Погружной электроэрозионный станок
- Электроэрозионные станки с ЧПУ СЕРИИ M
- Прецизионный электроэрозионный станок M540
{kind=link}
{kind=link}
{kind=link}
Электроэрозионные станки с ЧПУ СЕРИИ M
Прецизионный электроэрозионный станок M540
Погружной электроэрозионный станок с подвижной колонной- Функции
- Станок – Анализ конструкции методом конечных элементов
- Конструкция станка с подвижной колонной
- Новая система питания и управления
- Сверхнизкое энергопотребление — 0,05% или меньше
- HQSP — оборудование для суперполировки высокого качества (опционально)
- Интерфейс Windows (опционально)
Описание
Каждый аспект машины должен быть очень прочным и точным. Ознакомьтесь с M540 EDM машиной от Yawjet & Moldmaster, EDM машиной с подвижной колонной, разработанной для обработки форм. С ходом по оси X 500 мм, ходом по оси Y 400 мм и ходом по оси Z 350 мм эта машина предотвращает движение вниз из-за смещения веса во время перемещения по оси Y, обеспечивая высокую точность и эффективность.Технические характеристики компьютера
| ПУНКТ | ЕДИНИЦА | M1060 | M860 | M645 | M540 |
|---|---|---|---|---|---|
| Внутренние размеры рабочего резервуара | Ш x Г x В (мм) | 2100 x 1350 x 650 | 1950 x 1350 x 650 | 1550x1280x620 | 1100X620X400 |
| Макс. размеры заготовки | Ш x Г x В (мм) | 1900 x 800 x 600 | 1800 x 800 x 600 | 1400x750x550 | 820X450X400 |
| Макс. вес заготовки | кг | 3000 | 3000 | 2000 | 1000 |
| Макс. вес электрода | кг | 300 | 300 | 300 | 120 |
| Обводка оси X 、 Y 、 Z | мм | 1000 x 600 x 500 | 800 x 600 x 500 | 650x450x500 | 500X400X400 |
| Максимальная скорость перемещения | мм / мин | ось x, Y: 1000 Ось Z: 2000 | Ось X, Y: 2000 Ось Z: 2000 | ||
| Размеры таблицы | Ш x Г (мм) | 1320 x 800 | 1320 x 800 |
1000x750 |
820X450 |
| Расстояние между пластиной и столом |
мм |
400 ~ 900 |
400 ~ 900 |
400 ~ 900 |
250 ~ 650 |
| Размеры станка | Ш x Г x В (мм) | 2650x2750x3110 | 2500x2750x3110 | 2120x2850x3100 | 1600X2380X2400 |
| Объем электрического шкафа | Ш x Г x В (мм) | 650X1080X1750 | |||
| Станок вес | кг | 10500 | 6470 | 5660 | 2500 |
| Вес электрического шкафа | кг | 365 кг (35 A) / 390 кг (50 A) / 420 кг (70 A) / 470 кг (105 A) / 570 кг (140 A) / 620 кг (175 А) / 670 кг (200 А) | |||
| Доступные блоки питания | тип | 50 А (5,5 кВА) / 70 А (8 кВА) / 105 А (12 кВА) / 140 А (16 кВА) / 175 А (20 кВА) / 200 А (24 кВА)} < / td> | 35 А (4 кВА) / 50 А (5,5 кВА) / 70 А (8 кВА) / 105 А (12 кВА) | ||
| Емкость диэлектрического резервуара | L | 2400 | 2200 | 1600 | 650 |
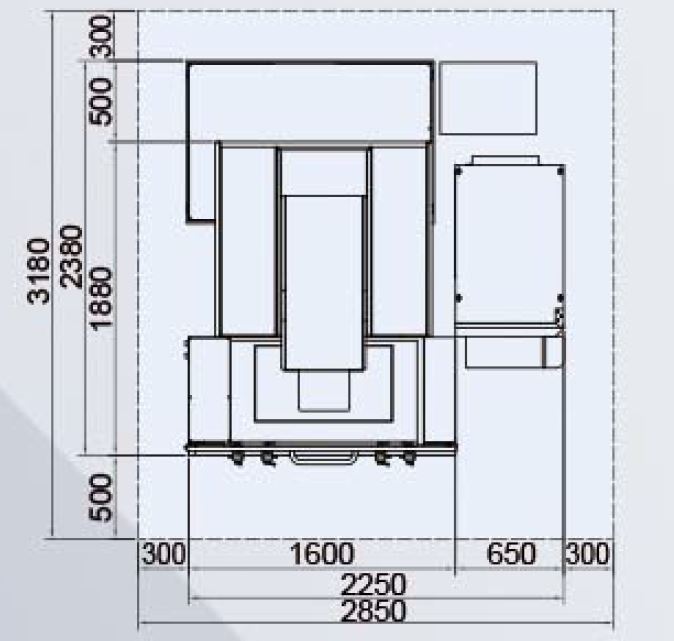
| Макет (AXB) (CXD) | мм | (3830x4110) (3230x3310) | (3630x4110) (3030x3310) | (3380x4110) (2780x3310) | (2850x3180) (2250x2380) |
| Установка приращения единиц | μm | 1 | 1 | 1 | 1 |
| Разрешение оптической шкалы | μm | 1 | 1 | 1 | 1 |
- Внутренние размеры рабочего резервуара означают применимый диапазон, указанный в таблице.
- Оставьте около 60 см между машиной и стеной или другой машиной.
- Технические характеристики могут быть изменены без предварительного уведомления в связи с постоянными исследованиями и разработками.
- * не является обязательным.
- Стандартные аксессуары: огнетушитель x 1 комплект, патрон электродов x 1 комплект, линейная шкала x 1 комплект, ящик для инструментов x 1 комплект 、 Магнитное основание заподлицо x 1 комплект, фильтр x 2 шт., рабочая лампа x 1 шт., охладитель x 1 комплект.
Дополнительное оборудование
| ПУНКТ | ЕДИНИЦА | M2170-2H | M1670 | M1470 | M1270 | M1060 | M860 | M645 | M540 + | |
|---|---|---|---|---|---|---|---|---|---|---|
| Автоинструментальная система | 3R (МАКРОС), EROWA (ЕГО) | |||||||||
| Линейный магазин * | № электрода | шт | 4/6 | |||||||
| Макс. Вес электрода | кг | 5 | ||||||||
| Максимальный общий вес электрода | кг | 15 (геометрическая симметрия) | ||||||||
| Диаметр / длина | мм | 65/120 | ||||||||
|
Поворотный магазин * |
№ электрода | шт | 16/12/20 | |||||||
| Макс. Вес электрода | кг | 4 | ||||||||
| Диаметр / длина | мм | 65/120 | ||||||||
| ось C | Структура | Встроенный тип | ||||||||
| Разрешение | град | 0,001 | ||||||||
| Поворот | об / мин | MOLDMASTER (0 ~ 14), 3R (0 ~ 14), EROWA (0 ~ 14) | ||||||||
| Макс. Грузоподъемность Eiectrode | кг | 25 | ||||||||
| Макс. Момент инерции электрода | кгсм 2 | 75 | ||||||||
| Выбор впрыска / всасывания диэлектрической жидкости | 6/1 | |||||||||
| Программируемая промывочная форсунка | O | |||||||||
| Охладитель диэлектрической жидкости | Стандартное | |||||||||
| Блок регулятора напряжения (АРН) ** | O | |||||||||
| Система автоматической обратной промывки | O | |||||||||
| Системный интерфейс | DOS / WINDOWS (сенсорная панель) | |||||||||
| Схема обработки графита (MD9) | O | |||||||||
| Цепь обработки большой площади (MD8) | O | |||||||||
| Цепь обработки цементированного карбида (MD7) | O | |||||||||
| Схема механической обработки для шлифовки / зеркальной полировки (MD4 / 6) | O | |||||||||
| Схема со сверхнизким износом (MD3) | O | |||||||||
| Система высококачественной суперполировки (HQSP ***) | нет данных | нет данных | нет данных | M1270S | M1060S | M860S | M645S | M540S + | ||
- Линейные и поворотные магазины должны использовать пневматический патрон (3R, EROWA).
- Когда отклонение источника переменного тока на + 15% больше или -10% ниже, мы рекомендуем использовать AVR для повышения стабильности.
- Соотношение между площадью обработки и шероховатостью поверхности HQSP составляет: 50Ø (Ra 0.15µm), 400cm² (Ra 0.25µm).
Функция позиционирования
| NA: недоступно O : Доступно | ||||
| Система управления | Dos / Windows | |||
|---|---|---|---|---|
| Функция позиционирования | C15-A | C21-B | C21-A | Окна |
| Ошибка выравнивания | O | O | O | O |
| Преобразование единиц измерения в миллиметр / дюйм | O | O | O | O |
| Несколько рабочих координат | O | O | O | O |
| Внутренние / внешние размеры | O | O | O | O |
| Измерения кромки, отверстия / канавки, центра пластины / колонны | O | O | O | O |
| Контрольный шарик, компенсация смещения электрода | O | O | O | O |
| Положение электрического разряда (EDP) | O | O | O | O |
| Быстрая остановка | O | O | O | O |
| Ручной УВД | O | O | O | O |
| Мульти-толчковое движение одновременно | O | O | O | O |
Функции циклов обработки
| NA: недоступно O : Доступно | |||||
| Система управления | Dos / Windows | ||||
|---|---|---|---|---|---|
| Функции циклов обработки | C15-A | C21-B | C21-A | Окна | |
| Врезная обработка | (G111) | O | O | O | O |
| Развернуть обработку | (G121) | O | O | O | O |
| Обработка половинного ствола | (G123) | O | O | O | O |
| Орбитальная обработка | (G131) | O | O | O | O |
| Врезная спирально-врезная обработка | (G133) | O | O | O | O |
| Обработка пирамиды | (G135) | O | O | O | O |
| Обработка ISO-GAP | (G153) | O | O | O | O |
| Многоугловая обработка | (G161) | O | O | O | O |
| Винтовая обработка CLW / CCLW | (G171) | нет данных | нет данных | O | O |
| Vector Loran Machining | (G181) | O | O | O | O |
| Положение линии / сетки | (G200) | O | O | O | O |
| Положение дуги / окружности | (G210) | O | O | O | O |
| Возврат контура | (G400) | O | O | O | O |
| Возврат опорной плоскости | (G401) | O | O | O | O |
| Быстрая подача для позиционирования | (G00) | O | O | O | O |
| 2D-обработка контура | (G01, G02, G03) | O | O | O | O |
| Обработка контура 3D | (G01, G02, G03) | O | O | O | O |
| Индексирование оси C | (G00 + C) | нет данных | O | O | O |
| Пер. Обработка | (G01 + C) | нет данных | O | O | O |
| Обработка траектории дуги | (G02 / G03 + C) | нет данных | O | O | O |
| Остановка | (G04) | O | O | O | O |
| Выбор рабочей плоскости | (G17, G18, G19) | O | O | O | O |
| Возврат контрольной точки | (G28, G29) | O | O | O | O |
| Рабочая система координат | (G54 ~ G61) | O | O | O | O |
| Настройка нулевой рабочей нагрузки | (G92) | O | O | O | O |
| Многоточечная обработка | O | O | O | O | |
| Компенсация электрода | (H-код) | O | O | O | O |
| Дополнительные функции | (M-код) | O | O | O | O |
| Контроль времени полировки | (Q-код) | O | O | O | O |