Продукты
{kind=link}
{kind=link}
{kind=link}
Электроэрозионный станок с ЧПУ СЕРИИ A
A540 EDM машина
Погружной электроэрозионный станок с подвижной колонной- Функции
- поднимите обрабатывающий бак.
- Структура станка с подвижной колонной
- Новый высокоточный штамп с осью Z.
- точность подъемных машин.
- Новая система электроснабжения и управления.
- Контур со сверхнизким потреблением 0,05% или менее.
- Оборудование для обработки глянца HQSP (опция).
- Интерфейс Windows (необязательно).
Описание
MOLDMASTER A-Series с высокоточным подъемным рабочим резервуаром, полностью автоматизированной технической поддержкой, современной высокоскоростной, автоматизированной производственной формой.Технические характеристики машины
| ПУНКТ | ЕДИНИЦА | A645 | A540 | A430 |
|---|---|---|---|---|
| Внутренние размеры рабочего резервуара | Ш x Г x В (мм) | 1175x760x500 | 900 x 620 x 400 | 750 x 530 x 350 |
| Макс. размеры заготовки | Ш x Г x В (мм) | 1050x650x420 | 820 x 450 x 400 | 550 x 350 x 350 |
| Макс. вес заготовки | кг | 1500 | 800 | 500 |
| Макс. вес электрода | кг | 100 | 120 | 80 |
| X 、 Y, ход оси Z | мм | 650×450×450 | 500 x 400 x 400 | 400 x 300 x 300 |
| Максимальная скорость движения | мм / мин | X / Y / Z axis: 2000 | ||
| Размеры таблицы | Ш x Г (мм) | 1050×650 | 820 x 450 | 550 x 350 |
| Расстояние между пластиной и столом | мм | 350~800 | 250 ~ 650 | 300 ~ 600 |
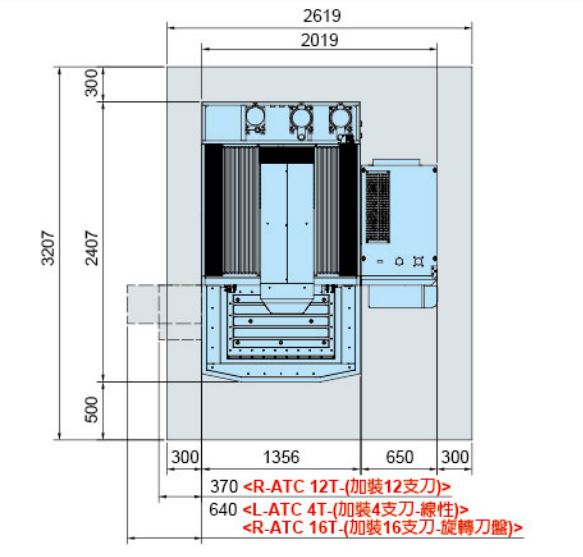
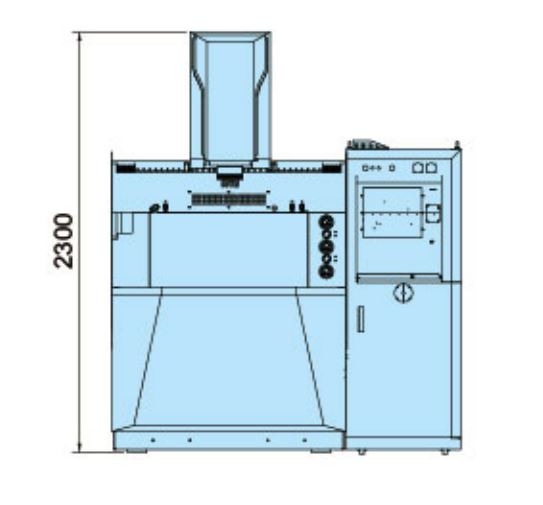
| Размеры станка | Ш x Г x В (мм) | 3400×1650×2750 | 1400 x 2400 x 2400 | 1250 x 2100 x 2150 |
| Объем электрошкафа | Ш x Г x В (мм) | 650 x 1080 x 1750 | ||
| Вес станка | кг | 4500 | 3065 | 2345 |
| Вес электрического шкафа | кг | 365kg(35A) / 390kg(50A) / 420kg(70A) / 470kg(105A) | ||
| Доступные блоки питания | тип | 35A(4KVA) / 50A(5.5KVA) / 70A(8KVA) / 105A(12KVA) | ||
| Емкость диэлектрического резервуара | L | 1000 | 800 | 600 |
| Макет (AxB) (CxD) | мм | (3000×4200)(2400×3400) | (2650 x 3200) (2050 x 2400) | (2500 x 3000) (2170 x 2300) |
| Установка приращения единиц | μm | 1 | 1 | 1 |
| Разрешение оптической шкалы | μm | 1 | 1 | 1 |
- Внутренние размеры рабочего резервуара означают применимый диапазон на столе.
- Макет: A x B: (машина + резервное пространство), C x D: (машина)
- Технические характеристики могут быть изменены без предварительного уведомления в связи с постоянными исследованиями и разработками.
- Стандартные аксессуары: огнетушитель x 1 комплект, патрон электродов x 1 комплект, линейная шкала x 1 комплект, ящик для инструментов x 1 комплект 、 Магнитное основание заподлицо x 1 комплект, фильтр x 2 шт., рабочая лампа x 1 шт., охладитель x 1 комплект.
Дополнительное оборудование
| ПУНКТ | ЕДИНИЦА | A645 + | A540 + | A430 + | |
|---|---|---|---|---|---|
| Автоинструментальная система | 3R (МАКРОС), EROWA (ЕГО) | ||||
| Линейный магазин * | № электрода | шт | 4/5/6 | 4/5 | 4 |
| Макс. Вес электрода | кг | 5 | |||
| Максимальный общий вес электрода | кг | 15 (геометрическая симметрия) | |||
| Диаметр / длина | мм | 65/120 | |||
| Поворотный магазин * | № электрода | шт | 16/12/20 | ||
| Макс. Вес электрода | кг | 4 | |||
| Диаметр / длина | мм | 65/120 | |||
| ось C | Структура | Встроенный тип | |||
| Разрешение | град | 0,001 | |||
| Поворот | об / мин | MOLDMASTER (0 ~ 14), 3R (0 ~ 14), EROWA (0 ~ 14) | |||
| Макс. Вес электрода | кг | 25 | |||
| Макс. момент инерции электрода | кгсм 2 | 75 | |||
| Выбор впрыска / всасывания диэлектрической жидкости | 4/1 | ||||
| Программируемая промывочная форсунка | O | ||||
| Блок охлаждения диэлектрической жидкости | O | ||||
| Блок регулятора напряжения (АРН) ** | O | ||||
| Системный интерфейс | DOS / WINDOWS (сенсорная панель) | ||||
| Схема обработки графита (MD9) | O | ||||
| Схема обработки больших площадей (MD8) | O | ||||
| Схема обработки цементированного карбида (MD7) | O | ||||
| Схема обработки микрошлифования / зеркальной полировки (MD4 / 6) | O | ||||
| Контур со сверхнизким износом (MD3) | O | ||||
| Высококачественная система суперполировки (HQSP) *** | A645S + | A540S + | A430S + | ||
- Линейные и поворотные магазины должны использовать пневматический патрон (3R, EROWA).
- Когда изменение источника питания переменного тока превышает + 15% или ниже -10%, мы рекомендуем использовать АРН для повышения стабильности.
- Соотношение между площадью обработки и шероховатостью поверхности HQSP составляет: 50Ø (Ra 0.15μm),400cm² (Ra 0.25μm).
Функции позиционирования
| NA: недоступно O: Доступно | |||
| Функции позиционирования | C21-B | C21-A | Окна |
|---|---|---|---|
| Ошибка выравнивания | O | O | O |
| Преобразование единиц измерения в миллиметр / дюйм | O | O | O |
| Несколько рабочих координат | O | O | O |
| Внутренние / внешние размеры | O | O | O |
| Измерения кромки, отверстия / канавки, центра пластины / колонны | O | O | O |
| Контрольный шарик, компенсация смещения электрода | O | O | O |
| Положение электрического разряда (EDP) | O | O | O |
| Быстрая остановка | O | O | O |
| Ручной УВД | O | O | O |
| Мульти-толчковое движение одновременно | O | O | O |
Функции циклов обработки
| NA: Недоступно O: Доступно | ||||
| Функции циклов обработки | C21-B | C21-A | Окна | |
|---|---|---|---|---|
| Погружная обработка | (G111) | O | O | O |
| Расширение обработки | (G121) | O | O | O |
| Обработка половинного ствола | (G123) | O | O | O |
| Орбитальная обработка | (G131) | O | O | O |
| Плунжерная обработка спирали | (G133) | O | O | O |
| Обработка пирамид | (G135) | O | O | O |
| Обработка ISO-GAP | (G153) | O | O | O |
| Многоугловая обработка | (G161) | O | O | O |
| Обработка спиралей CLW / CCLW | (G171) | нет данных | O | O |
| Vector Loran Machining | (G181) | O | O | O |
| Положение линии / сетки | (G200) | O | O | O |
| Положение дуги / окружности | (G210) | O | O | O |
| Контурный возврат | (G400) | O | O | O |
| Возврат опорной плоскости | (G401) | O | O | O |
| Быстрая подача для позиционирования | (G00) | O | O | O |
| 2D контурная обработка | (G01, G02, G03) | O | O | O |
| Обработка контура 3D | (G01, G02, G03) | O | O | O |
| Индексирование оси C | (G00 + C) | O | O | O |
| Пер. Обработка | (G01 + C) | O | O | O |
| Обработка траектории дуги | (G02 / G03 + C) | O | O | O |
| Жить | (G04) | O | O | O |
| Выбор рабочей плоскости | (G17, G18, G19) | O | O | O |
| Возврат контрольной точки | (G28, G29) | O | O | O |
| Система рабочих координат | (G54 ~ G61) | O | O | O |
| Настройка нулевой работы | (G92) | O | O | O |
| Многоточечная обработка | O | O | O | |
| Компенсация электродов | (H-код) | O | O | O |
| Прочие функции | (M Cdde) | O | O | O |
| Контроль времени полировки | (Q-код) | O | O | O |
Представительный клиент:KW-trio